


- 产品名称
无缝钢管
- 规格
齐全
- 产地
聊城,天津,无锡,上海
- 材质
齐全
- 长度
8-12米
- 计重方式
吨
- 是否能加工定制
能

为什么无缝钢管要进行酸洗?
为提高无缝钢管抗腐蚀能力,延长产品使用寿命,因此对无缝钢管必须进行酸洗、钝化表面处理,使表面形成一层保护膜。
酸洗过程就是为了去除表面氧化皮,后经过润滑处理(碳素钢-磷皂化,不锈钢-牛油石灰,铜铝管-涂油),用老工艺-镀铜),再进行拔制深加工。无缝钢管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。而且无缝钢管在制造过程中,经过多道工序后,如果稍不注意,都会在无缝钢管表面留下伤痕,使零部件抗 腐蚀性能降低,直接影响使用寿命。

球墨管熔炼工艺要求
( 1) 出炉温度 高铬铸铁的熔点比一般铸铁高, 约为1200 ℃, 出炉温度约为1500 ℃, 熔炼选用中频感应电炉。 ( 2) 炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规工艺进行。
( 3) 装料 一般按正常顺序加料, 先将灰生铁、钼铁等难熔铁合金装入炉底, 而后将废钢等按照下紧上松的原则装填( 有助于塌料) 。
( 4) 送电熔化 将电炉功率调至大进行熔化, 由于Cr 的熔炼损耗较大( 约5 % ~15 %) , 故铬铁应在后加入, 通常是待废钢全部熔化后加入烤红的铬铁。
( 5) 脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧

在国内的螺旋钢管和大口径直缝钢管等在作为供热管道的母管时候,要在母管外层或内层经过进一步的处理,螺旋钢管作为供热管道使用的时候需要进行保温处理,常见的保温处理方法主要有聚氨酯保温钢管和钢套钢保温钢管两种。
:聚氨酯保温钢管标准
GB/T29047-2012 高密度聚乙烯外护管硬质聚氨酯泡沫塑料预制直埋保温管及管件
GB/T29046-2012 城镇供热预制直埋保温管道技术指标检测方法
第二:钢套钢保温钢管标准
CJ/T200-2004《城镇供热预制直埋蒸汽保温管技术条件》(中华人民共和国城镇建 设行业标准)2004 年 12 月 2 日发布,2005 年 6 月 1 日实施;
CJ/T246-2007《城镇供热预制直埋蒸汽保温管管路附件技术条件》(中华人民共和国城镇建设行业标准)2007 年 4 月 9 日发布,2007 年 11 月 1 日实施;
CJJ/T104-2014《城镇供热直埋蒸汽管道技术规程》(中华人民共和国城镇建设行 业标准)2014 年 4 月 16 日发布,

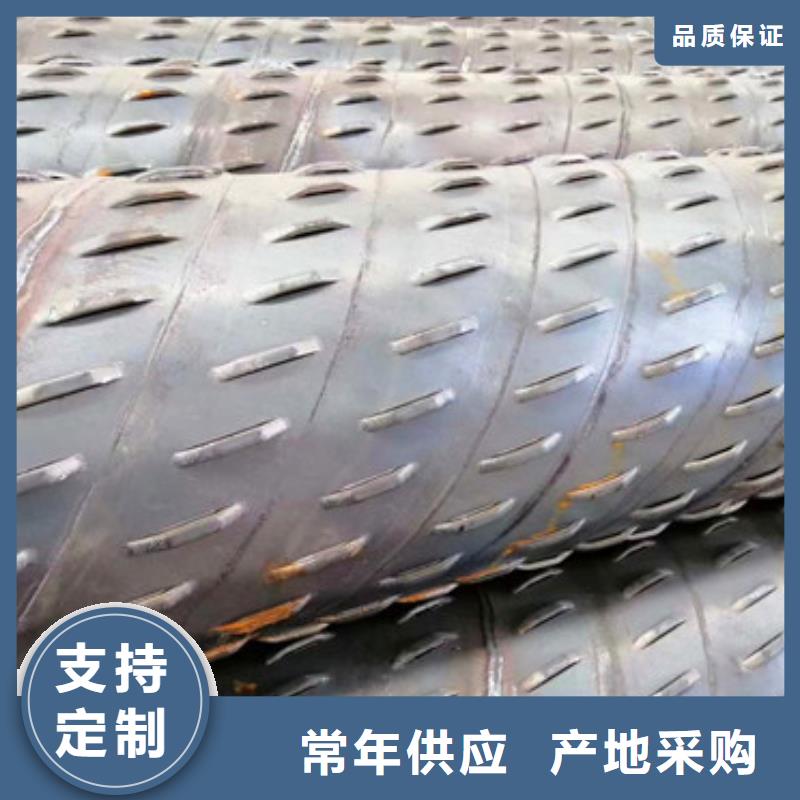
下列因素会影响球墨铸铁管孔径的大小:
1、碳当量:行进碳量,增大了石墨化缩短,可削减缩孔缩松。
2、磷:铁液中含磷量偏高,使凝聚规划扩展,一起低熔点磷共晶在终凝聚时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松发作的倾向。一般工厂操控含磷量小于0 08%。
3、稀土和镁:稀土剩下量过高会恶化石墨外形,下降球化率,因此稀土含量不宜太高。而镁又是一个激烈安稳碳化物的元素,妨碍石墨化。
4、壁厚:当铸件表面构成硬壳以后,内部的金属液温度越高,液态缩短就越大,则缩孔、缩松的容积不只绝对值增加,其相对值也增加。
5、温度:浇注温度高,有利于补缩,但太高会增加液态缩短量,抵消除缩孔、缩松倒霉,所以应依据具体情况合理选择浇注温度,一般以1300~1350℃为宜。
6、砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。
7、浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。
